




ETA rolls out the red carpet for Omega
close

Christophe Roulet
Editor-in-chief, HH Journal
CLOSE







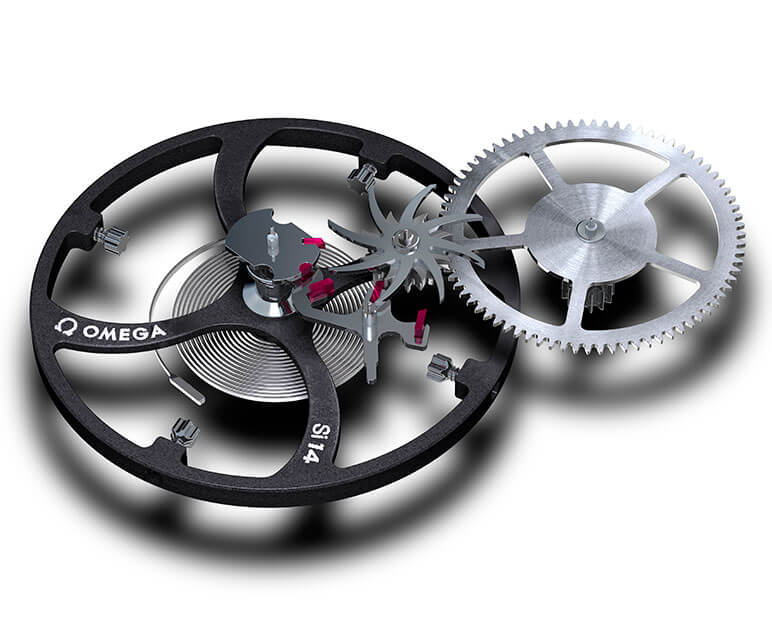
After its first tentative efforts to build on the Co-Axial escapement, Omega decided to develop a family of movements around this new technology. Introduced in 2011, the 9300/9301 calibre, the first Co-Axial chronograph, is an excellent example. ETA has set up an assembly line specifically for this movement.
Few people know what goes on behind ETA’s closed doors in Grenchen, Switzerland. The manufacturer, which spearheads Swatch Group’s movement production, is a fortress that reveals little, and only then in carefully controlled amounts. But when Omega, the multinational’s flagship brand, decides it’s high time to show off the workshops where its calibres are made, ETA throws its doors wide open, or at least those to the assembly line for the 9300/9301, the first Co-Axial chronograph calibre which since 2011 has equipped the Omega Seamaster and Speedmaster ranges. For Omega, this is a question of brand identity no less: the Co-Axial is the signature of Omega, and now Omega wants the world to know what this signature entails. This implies a heavy dose of communication, given that the difference between a Co-Axial escapement and the conventional Swiss lever escapement involves some relatively abstruse mechanical subtleties (see: ).

Just-in-time production
One way to explain this new technology is therefore to present the means dedicated to its production. And there’s no denying that ETA has pulled out all the stops. The workshop where the 9300/9301 calibre is manufactured was developed from the ground up, based on Omega’s own specifications with quality and precision as top priorities. The components are machined on-site or, in the case of the silicon balance spring, at Nivarox, another Swatch Group subsidiary, after which they become part of a carefully choreographed ballet. The workshop is divided into sections. Operations relating to chronometry, measures and regulation, for example, are grouped together. In another section, modules are pre-assembled which reduces the number of parts in the final construction stage from 337 to 127.
It uses lean manufacturing methods. Every unfinished movement is chipped and put on a trolley. The trolley runs along tracks, automatically stopping at the workstations according to which stage is next. Technicians move between workstations to carry out different operations as required until the movement has been fully assembled, including quality control. A lot of the operations are fully automated, particularly controls such as clearance or the depth between the pallet and the escape wheel. The chip keeps the trolley moving along the assembly line, recording what has or hasn’t been done and minimising congestion at the different stations, each of which corresponds to a manual operation.
The finished movement is dispatched to the Contrôle Officiel Suisse des Chronomètres for certification, then returned to the workshop where it is fitted in the case. Despite such a high level of automation, Omega never intended this futuristic assembly line as a means of speeding up the process. Quality, control and traceability prevail. For Omega, the Co-Axial warrants nothing less.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}